
جوشکاری با لیزر یک فرآیند نوین جوشکاری است که در آن دو قطعه فلزی با استفاده از لیزر به یکدیگر متصل می شوند.. پرتوهای لیزر انرژی کافیای دارند و هنگام برخورد با قطعات فلزی ، گرمایی تولید می شود که مواد دو قطعه فلزی را ذوب کرده و آنها را به همدیگر جوش میدهد. پس از خنک شدن یک جوش قوی بین دو قطعه ایجاد می شود. این روش جوشکاری یک فرآیند بسیار کارآمد است و می توان با استفاده از ماشین آلات رباتیک به راحتی خودکار شود. این روش جوشکاری بیشتر در صنعت خودرو استفاده می شود. در ادامه این مقاله انواع دستگاه های جوش لیزری و مزایا و معایب جو لیزری بطور مختصر توضیح داده شده است. همراه ما باشید…

لیزر چیست ؟
کارکرد لیزر بر این اصل انجام می شود که وقتی الکترون های یک اتم با جذب مقداری انرژی برانگیخته می شوند، بعد از مدتی که دوباره به حالت اولیه خود بر میگردند ، یک فوتون یا نور از خود ساطع می کنند. غلظت این فوتون ساطع شده توسط تقویت کننده تابشی افزایش می یابد و ما به یک پرتو لیزر متمرکز با انرژی بالا دست مییابیم.

به نور تقویت شده ( نوری خالص و با یک طول موج مشخص ) توسط تقویت کننده های نوری لیزر گفته می شود.
اجزای اصلی دستگاه جوش لیزر
اجزای اصلی دستگاه جوش لیزر عبارتند از:
منبع تغذیه: یک منبع تغذیه ولتاژ بالا است که برای تولید پرتوی لیزر از آن استفاده میشود.
CAM: کامپیوتر و یا رایانه است که دستگاه لیزر برای انجام فرآیند جوشکاری با آن تلفیق می شود. تمام اقدامات کنترل شده در طی فرآیند جوشکاری با لیزر توسط CAM انجام می شود و روند جوشکاری را تا حد بیشتری تسریع می کند.
CAD: از آن به عنوان طراحی با کمک رایانه یاد می شود. در اینجا برای طراحی قطعه کار و نحوه انجام جوشکاری روی آن استفاده می شود.
گاز محافظ: برای جلوگیری از اکسیداسیون ممکن است در طی فرآیند جوشکاری از گاز محافظ استفاده شود.
انواع دستگاه پرکاربرد برای جوش لیزر
لیزرهای گازی: از مخلوط گازها به عنوان ماده تقویت کننده نور و تولید لیزر استفاده می کند. از مخلوط گازهایی مانند نیتروژن ، هلیم و co2 به عنوان محیط لیزر استفاده می شود.
لیزر حالت جامد: از چندین ماده جامد مانند کریستال یاقوت مصنوعی (کروم در اکسید آلومینیوم) ، نئودیمیم در شیشه (Nd: شیشه) و نئودیمیم در گارنت آلومینیوم ایتریوم (Nd-YAG ، که بیشتر مورد استفاده قرار می گیرد) استفاده می کند.
لیزر فیبر یا فایبر : محیط لیزر در این نوع لیزر خود فیبر نوری است.

خصوصیات و ویژگی های دستگاه جوشکاری با پرتو لیزر
چگالی توان جوش لیزر زیاد و از مرتبه ۱ مگاوات بر سانتی متر مربع است. به دلیل این چگالی انرژی بالا ، مناطق کوچکی تحت تأثیر گرما قرار میگیرند.
پرتوهای لیزر تولید شده منسجم و تک رنگ هستند (یعنی دارای طول موج یکسان می باشند).
از این روش جوشکاری میتوان بعنوان جوشکاری نقطهای با اندازه کوچک استفاده کرد ، اما اندازه نقطه جوشها ممکن است از ۰.۲ میلی متر تا ۱۳ میلی متر باشد.
عمق نفوذ جوش لیزر به مقدار توان منبع تغذیه و موقعیت نقطه کانونی بستگی دارد و متناسب با میزان منبع تغذیه است. هنگامی که نقطه کانونی کمی زیر سطح قطعه کار نگه داشته شود ، عمق نفوذ به حداکثر می رسد.
برای جوشکاری ، از پرتوهای لیزر پالس یا پیوسته استفاده می شود. مواد نازک با استفاده از پالس های میلی ثانیه جوش داده می شوند و از پرتوهای لیزر پیوسته برای جوش های عمیق استفاده می شود.
این روش جوشکاری یک فرآیند جوشکاری همه کاره است زیرا توانایی جوش دادن فولادهای کربنی ، استیل ضد زنگ ، فولاد HSLA ، آلومینیوم و تیتانیوم را دارد.
به دلیل سرعت بالای خنک سازی ، در هنگام جوشکاری فولادهای پر کربن مشکل ترک خوردگی وجود دارد.
این فرآیند جوشکاری بیشترین محبوبیت را در صنعت خودرو دارد.
نحوه کار دستگاه جوش لیزر
در ابتدا تنظیم دستگاه جوشکاری در محل مورد نظر (در بین دو قطعه فلزی که باید به هم متصل شوند) انجام می شود.
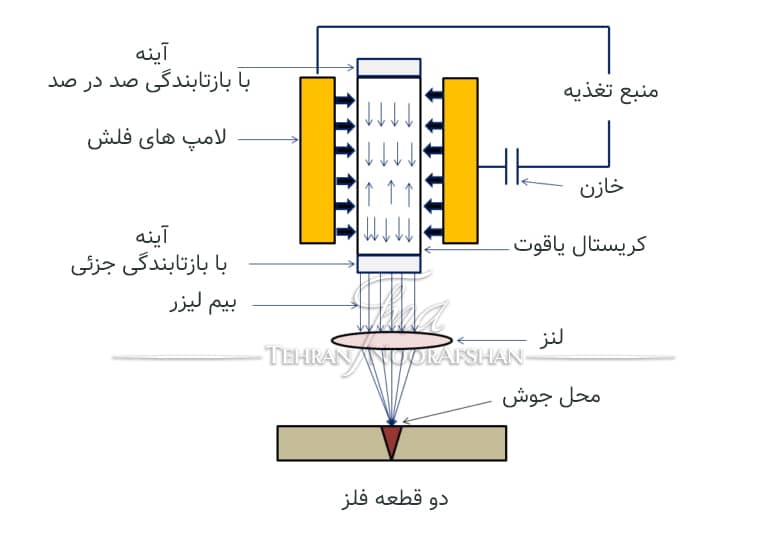
پس از راه اندازی دستگاه جوش لیزری ، منبع تغذیه ولتاژ بالا را روشن میکنیم و ولتاژ بالا به دستگاه لیزر اعمال می شود. با این کار چراغ های چشمک زن دستگاه روشن شده و فوتون های نوری از آن ساطع میشود. انرژی فوتونهای نوری، توسط اتمهای کریستال یاقوت جذب میشود و الکترون ها در سطح انرژی بالاتر خود برانگیخته می شوند. هنگامی که آنها به حالت پایه خود (حالت انرژی پایین) برمیگردند ، یک فوتون نور ساطع می کنند. این فوتون نوری دوباره الکترون دیگری در اتم را تحریک کرده و دو فوتون تولید می کند. این روند ادامه دارد و ما یک پرتو لیزر متمرکز می گیریم.
این پرتوهای لیزر در محل مورد نظر برای جوشکاری قطعات با هم متمرکز میشود. از لنز برای تمرکز لیزر در محلی که جوشکاری لازم است استفاده می شود. از CAM برای کنترل حرکت میز لیزر و قطعه کار در طی فرآیند جوشکاری استفاده میشود.
هنگامی که پرتوی لیزر به محل اتصال بین دو قطعه فلزی که باید به هم متصل شوند برخورد می کند ، فلز ها را از هر دو قطعه ذوب می کند و آنها را به هم متصل می کند. جوشکاری پرتو لیزر به این ترتیب که تصویر زیر میبینید کار می کند.
مزایا ی دستگاه جوش لیزر و جوشکاری لیزری
کیفیت جوشکاری بسیار بالا می باشد.
می توان جوشکاری را به راحتی و با استفاده از ماشین آلات رباتیک برای تولید با حجم زیاد خودکار کرد.
نیازی به الکترود در این نوع جوشکاری نیست.
نیاز به پرداخت پس از جوشکاری نمی باشد.
مدت زمان جوشکاری کاهش می یابد.
قابلیت جوشکاری در مناطقی را دارد که به راحتی در دسترس نیستند.
توانایی جوشکاری فلزات با خصوصیات فیزیکی غیر مشابه را دارد.
می توان قطعات را از طریق هوا جوش داد و به خلا نیاز نیست.
نیازی به محافظ ایکس ری نیست زیرا هیچ اشعه ایکسی تولید نمی کند.
می تواند به دلیل استفاده از پرتوی باریک و پرانرژی برای جوشکاری متمرکز در قطعات کوچک استفاده شود.
طیف گسترده ای از مواد را می توان با استفاده از دستگاه جوش لیزری جوش داد.
جوش لیزری یک جوش با نسبت ابعادی (نسبت عمق به عرض) ۱۰: ۱ را تولید میکند.
جهت اطلاع بیشتر از مزایای جوشکاری لیزری این مقاله را مطالعه فرمائید.
معایب دستگاه جوش لیزری و جوشکاری با لیزر
هزینه اولیه آن زیاد است.
تجهیزات مورد استفاده در دستگاه های جوش لیزری هزینه بالایی دارند.
هزینه نگهداری دستگاه جوش لیزر بالا است.
به دلیل سرعت خنک کنندگی بالا ، ممکن است در بعضی از فلزات ترک ایجاد شود.
نیروی کار با مهارت بالا برای کار با دستگاه جوش لیزری مورد نیاز است.
ضخامت جوشکاری در فرآیند جوش لیزری به ۱۹ میلی متر محدود می شود.
بازده تبدیل انرژی در دستگاه جوش لیزر بسیار کم و معمولاً زیر ۱۰٪ است.
کاربرد دستگاه جوش لیزر
کاربرد جوشکاری لیزر در صنعت خودرو غالب است. در مواردی که نیاز به تولید با حجم زیاد است مورد استفاده قرار میگیرد.
از جوش لیزری در تولید تجهیزات پزشکی ، کشاورزی ، صنعتی و … استفاده میگردد . از جمله تولیدات با استفاده از دستگاه جوش لیزری میتوان به تولید کف شور های استیل ، تولید فیلتر های صنعتی ، تولید لوستر ، تولید قطعات صنعتی مورد نیاز در صنعت خودرو سازی و جوش استیل و … اشاره کرد.
جهت انجام پروژه های جوشکاری لیزری و سایر خدمات در زمینه جوشکاری لیزری با یکی از شماره های زیر تماس حاصل فرمائید :
۰۲۱۵۵۲۶۶۹۱۵
۰۹۱۲۰۲۰۶۹۲۵